機械設計において、図面の読み取りや作成は欠かせない基本スキルです。特に「仕上げ記
号」は、部品の表面状態や加工方法を正確に伝える重要な要素となります。しかし、初心者
にとっては、その種類や使い方を覚えるのが難しく感じられることもあるでしょう。
本記事では、仕上げ記号の基礎知識から実践的な活用方法まで、初心者でも理解しやすいよ
うに解説します。さらに、すぐに活用できる資料を提供し、効率的に図面を作成できるよう
サポートします。仕上げ記号を正しく使いこなし、設計スキルを一段と向上させましょう!
仕上げ記号とは
仕上げ記号は、図面を通じて部品の表面状態や加工方法を明確に示すための記号です。この記号を用いることで、製造現場では統一された基準に基づいて加工が行われ、品質の安定につながります。例えば、表面の粗さ(滑らかさの度合い)、加工の向き、さらには仕上げに適した工具の指定など、細かな情報を伝える役割を果たします。
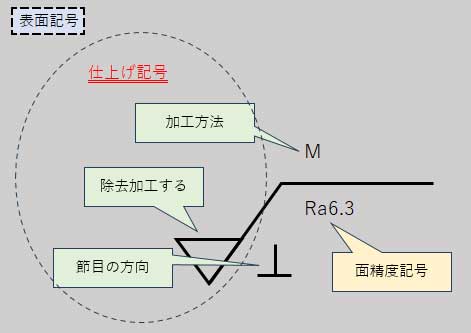
加工工程や仕上げ方法を具体的に指示するため、「手作業での仕上げ」「機械による加工」「木目や加工方向の指定」など、細かな加工内容を明確に伝えます。この記号を活用することで、製造者は必要な作業を直感的に把握でき、効率的な加工が可能になります。
面粗度記号について
面粗度記号は、部品の表面の滑らかさを数値化して示す記号です。「Ra」「Rz」といったパラメータを用い、求められる仕上げ精度を定義します。例えば、「Ra=0.8μm」と記載されていれば、それに適した滑らかさを確保するための加工が必要になります。
仕上げ記号が重要な理由
仕上げ記号は、製品の機能性や耐久性に大きく影響を与える重要な要素です。滑らかな表面は摩擦を軽減し、精密な部品同士のスムーズな動作を支えます。一方で、適切な粗さの指定がない場合、不適切な仕上げによって部品が想定よりも早く劣化する可能性があります。
そのため、設計段階で適切な仕上げ記号を記載することが、品質管理の観点からも不可欠です。
仕上げ記号の種類
仕上げ記号にはさまざまなバリエーションがあり、それぞれが異なる加工方法や仕上げ状態を示します。本セクションでは、代表的な仕上げ記号の種類とその意味を整理し、実務で頻繁に用いられる例を交えて詳しく解説します。
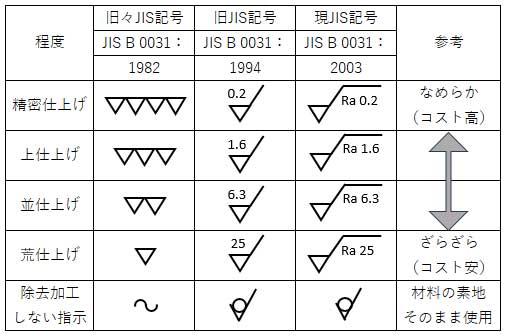
新旧記号の違い
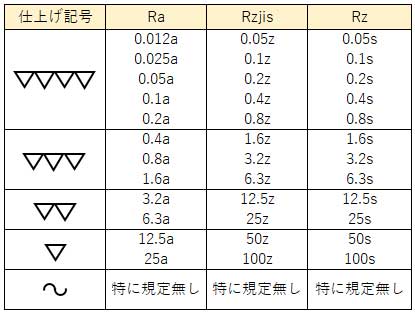
表面粗さを示す記号は、JIS規格の改訂に伴い進化を遂げてきました。従来のJIS規格では、主にRa(算術平均粗さ)やRz(十点平均粗さ)を用いて表面仕上げを示していました。
この方法は直感的に理解しやすい反面、指示できる情報が限られていました。
しかし、新JIS規格では、記号の種類や表記方法がより細かく定められ、複雑な表面仕上げの指示にも対応できるようになりました。これにより、設計者の意図をより正確に伝えられるようになり、加工精度の向上や品質の均一化に大きく貢献しています。
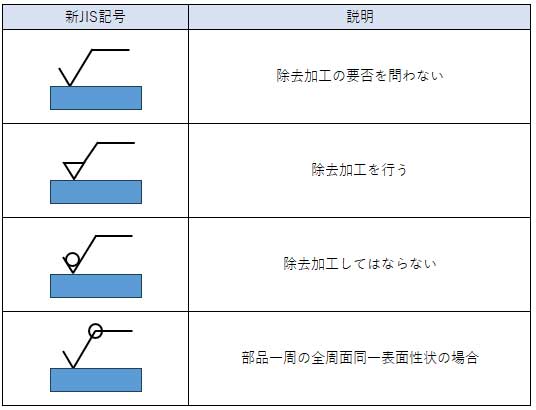
除去加工の必要性
仕上げ記号には、素材表面を加工するかどうかを示す情報が含まれています。特に、除去加工の有無を明確に指定することは、適切な加工工程の選定や品質管理の観点から重要なポイントとなります。
除去加工の指示が適切に行われることで、製造現場では不要な加工を回避し、コストや作業時間の削減が可能になります。また、設計者は求める仕上げ品質に応じて最適な加工方法を指示できるため、意図した仕様をより正確に伝えられます。
除去加工の有無を正しく理解し活用することは、無駄のない効率的な製造プロセスを実現する鍵となるでしょう。
加工方法の指定
仕上げ記号は、単に表面の粗さを示すだけでなく、特定の加工方法を明確に指示する役割も果たします。これにより、設計者は求める機能や仕上がりの外観に適した加工プロセスを、製造現場に正確に伝えることができます。
加工方法の指定は、補助記号や追加情報を組み合わせることで表現され、細かい加工条件や使用する工具などを明示することが可能です。この仕組みにより、設計意図に沿った適切な仕上げが実現され、製品の品質や性能を確保することにつながります。
| 加工方法 | 記号 | 参考英文 |
| 旋削 | L | Turning (Lathe Turning) |
| 穴あけ(きりもみ) | D | Drilling |
| 中ぐり | B | Boring |
| フライス削り | M | Milling |
| 平削り | P | Planing |
| 形削り | SH | Shaping |
| 立削り | SL | Slotting |
| 研削 | G | Grinding |
| やすり仕上げ | FF | Filing |
| リーマ仕上げ | FR | Reaming |
| ブローチ削り | BR | Broaching |
| 砂型鋳造 | CS | Sand Mold Casting |
| 金型鋳造 | CM | Metal Mold Casting |
| 精密鋳造 | CP | Precision Casting |
| ダイカスト | CD | Die Casting |
| 自由鍛造 | FF | Free Forging |
| 型鍛造 | FD | Dies Forging |
| せん断(切断) | PS | Shearing |
| プレス抜き | PP | Punching |
| 曲げ | PB | Bending |
| プレス絞り(絞り) | PD | Drawing |
| 溶接 | W | Welding |
| 研磨 | SP | Polishing |
| 塗装 | SPA | Painting |
| めっき | APL | Plating |
筋目方向の指定
仕上げ記号には、加工面に生じる筋目(加工痕)の方向を明示するための情報を付加することも可能です。
筋目の方向は、部品の機能性や外観の品質に大きく関わる要素であり、特に摩擦や密着性が求められる場面では、正確な指示が不可欠となります。適切な筋目方向の指定により、部品の耐久性や性能の向上が期待でき、仕上がりの均一性を確保することができます。

そのため、設計段階で筋目方向を明確に定めることが、品質管理や製品の最適化につながります。
面粗度値の指定
仕上げ記号には、部品の表面の滑らかさや粗さを数値で表すために、面粗度値を記載することができます。
面粗度は、部品の機能性や耐久性、さらには外観にも大きな影響を与えるため、設計や製造の過程において極めて重要な要素となります。
適切な面粗度値を指定することで、摩擦や摩耗の軽減、気密性の向上、審美性の確保など、製品の品質を最適化することが可能になります。そのため、設計時には使用目的に応じた面粗度値を明確に設定し、製造現場で適切に管理することが求められます。
よくある質問
表面仕上げの測定と検査には、どのような規格や仕様があるのか?
表面仕上げの測定と検査には、国際標準化機構(ISO)や日本工業規格(JIS)の基準が広く採用されています。例えば、JISB0601は表面粗さの定義や測定方法を規定しており、ISO4287も同様の指針を提供しています。測定には、触針式や非接触式の装置が用いられ、評価指標として「Ra(算術平均粗さ)」や「Rz(最大高さ粗さ)」が頻繁に使用されます。適切な規格を選定することで、設計上の仕上げ記号と実際の表面仕上げが一致しているかを正確に確認できます。
表面仕上げの「Ra」「Rz」とは何か?
「Ra」と「Rz」は、表面の粗さを数値化する主要な指標です。
Ra(算術平均粗さ)
表面の凹凸を均した平均値で、全体の滑らかさを示します。数値が小さいほど表面がなめらかであることを意味します。
Rz(最大高さ粗さ)
表面の最大高低差を測定し、その平均値を算出したものです。局所的な粗さの程度を把握するのに適しています。
これらの指標は、用途に応じて使い分けられ、特に精密機械や工具部品の仕上げ品質を判断する重要な基準となります。
筋目の方向とは?
仕上げ記号には、表面加工による筋目(加工跡)の方向を指定するオプションが含まれています。
代表的な筋目のパターンには、以下のようなものがあります。
平行筋目:加工跡が一定方向に平行に並ぶ仕上げ
円形筋目:放射状に広がる加工跡が特徴的な仕上げ
交差筋目:加工跡が直角に交差する仕上げ
筋目の方向は、仕上げの外観や機能性に影響を及ぼすため、設計や加工指示の際には明確に指定す
ることが求められます。(詳しくは 「筋目方向の指示」 を参照)